只需一步,快速开始
微信扫码登录
6
327
4285
中尉
zdp215 发表于 2025-9-22 09:12 好,谢谢
举报
320
653
5463
上尉
pmjxc 发表于 2025-9-22 19:08 如果有自动对刀仪,可以加个断刀和磨损检测,做完一件活或几件活后,自动检测一次磨损,如果磨损大就自动 ...
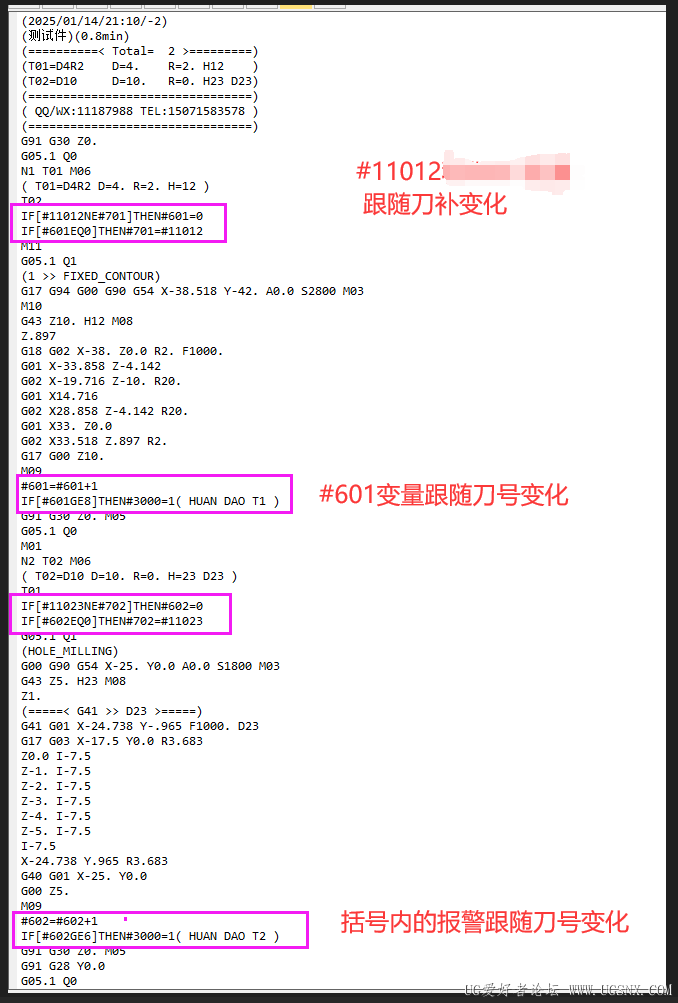
pmjxc 发表于 2025-9-13 09:27 你可以用我刀具寿命的方法,抄过去就可以了 运用宏程序检查刀具寿命的方法 https://www.ugsnx.com/forum.ph ...
zdp215 发表于 2025-9-27 19:27 你好,这个方法是刀具对多少次刀后就报警吗?
pmjxc 发表于 2025-9-28 10:17 前面是检测刀具长度与记录的不同时就会把记数器清零,然后再重新记数,M09后面是刀具调用使用次数,达到设 ...
zdp215 发表于 2025-9-29 08:26 #3000=1是什么意思?
zdp215 发表于 2025-9-29 08:30 IF[#601GE8]THEN#3000=1是这个刀用8次就报警的意思吗?
pmjxc 发表于 2025-10-1 10:51 是的,换刀8次后就会报警
本版积分规则 发表回复 回帖后跳转到最后一页
咨询QQ:1359218528|发帖须知!|Archiver|手机版|小黑屋|UG爱好者论坛 ( 京ICP备10217105号-2 )
GMT+8, 2026-6-18 04:42
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.


 发表于 2025-9-22 19:08:11
发表于 2025-9-22 19:08:11
 你好,这个方法是刀具对多少次刀后就报警吗?
你好,这个方法是刀具对多少次刀后就报警吗?